中交路橋科技是從事工程檢測監測、城市安全監測預警與評價、數字智能化研(yán)發為一體的複合型高新技術集團企(qǐ)業。
一、 一般檢查
鋼(gāng)結構製作工廠的檢查(chá)、試驗項目:
如(表 1)所示。表中。按現行的一般施工方的接(jiē)貨檢查和製作工廠內檢查區分。實際檢查時(shí)不必進行所有項目的檢查(chá).根據(jù)建築物的重要性以從個別要求。與施上方協商選擇合適的檢查項目。
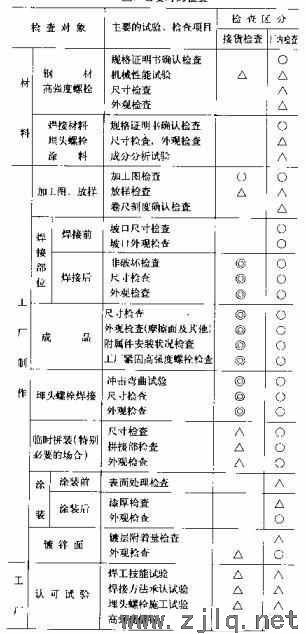
表 1 檢查 實驗項目一覽表
鋼(gāng)材等材料在(zài)工廠入場時(shí)進行下列(liè)檢查。
(1) 根(gēn)據(jù)材料(liào)生(shēng)產廠家出具的質量保證書(shū)等確認機械件能以及化學成分。
(2) 必要時確認(rèn)鋼材產品記錄。
(3) 產品的外觀、形(xíng)狀尺寸抽(chōu)樣檢查。
除此以外(wài)、在設計說明中(zhōng)指定(dìng)的時候(hòu)進行鋼材的(de)材質判別、內部質量以及(jí)板厚的(de)檢查。
二、 材質判別
電腦多元素分析儀設備可以用於分析鋼鐵及(jí)其合金、有色金屬及其合金(鈦合(hé)金(jīn)、鎂合金、銅合金、鋅合金、鉛合金、錫合金、鋁合金等)、礦石等材料中的錳(měng)、磷、矽、鉻、鎳、鉬、釩(fán)、鈦、鋁、銅、鐵、錫、鋅、鉛、稀土、鎂、鈷、鎘、鉍、鍶等元素含量;采用機(jī)外溶樣(yàng),操作靈活(huó)、簡單,無管道、無電磁閥(fá)腐蝕、老化問題,延長儀器的使用壽命。價格相對低,適合小型(xíng)廠家自檢使用。
國內最常見的(de)“光譜析儀”,相對檢測精度高,操作複雜。設備價格高(gāo),大多作業檢測機構的標準配置。
三(sān)、外表檢(jiǎn)查
1、構件尺寸及平整度的(de)檢測
每(měi)個尺寸在構件的3個部位(wèi)量測, 取3處的平均值作為該尺寸(cùn)的代表值。鋼構件的尺(chǐ)寸偏差應以設計圖紙規定的尺寸為基準計算尺寸偏差;偏差的允許值應(yīng)符合其產品標準的要(yào)求。
梁和桁架構件(jiàn)的變形有平麵內的垂直變形(xíng)和平麵外的側向變形,因(yīn)此要檢測兩個方向的平直度(dù)。柱的變形主要有柱身傾斜與撓(náo)曲。檢(jiǎn)查時可先目測,發現有異常情況或疑點時,對梁 、桁架可(kě)在(zài)構件支點間(jiān)拉緊一根鐵絲或(huò)細線,然後(hòu)測量各點的垂度與偏差;對柱的傾斜可用經緯儀或(huò)鉛垂測量。柱撓曲(qǔ)可在構件支點間拉(lā)緊一根鐵絲或細線(xiàn)測量。
2、構件表麵缺陷的(de)檢測——磁粉探傷
(1)、磁粉(fěn)探傷的基本原理
外加磁場對工件(隻能是鐵磁(cí)性材料)進行磁(cí)化,被磁化後的工件上若不存在缺陷,則它各部位的磁特性基本一致,而存在(zài)裂(liè)紋、氣孔或非金屬物夾渣等缺陷時,由於它們會(huì)在工件上造成(chéng)氣隙或不導磁的間隙,使缺陷部位(wèi)的磁阻大大增加,工件內磁力線的正常傳播(bō)遭到阻隔,根據磁連續性原理,這時磁化場的磁力線就被迫改變路(lù)徑而逸出工件,並在工件表麵形成漏磁場。
(2)、漏磁(cí)場的強度主要取決磁化場的強度和缺(quē)陷(xiàn)對於磁化場垂直截麵的影響程度。利用磁粉就可以將漏磁(cí)場給予顯示或測(cè)量出來,從而分析判斷(duàn)出缺陷的存在與否及其(qí)位置和大小。 將鐵磁性材料的粉未撒在工件(jiàn)上,在有漏(lòu)磁場的位置(zhì)磁粉就被吸附,從而形成顯示缺陷形狀的磁痕,能比較(jiào)直觀地檢出缺陷。這種方法是應用(yòng)最早、最廣的一種無損檢(jiǎn)測方法。
磁粉一般用工業純鐵或氧化鐵製作,通常用(yòng)四氧化三鐵(Fe3O4)製成細微顆粒的粉末作為磁粉。磁粉可分為熒光(guāng)磁粉和非熒光磁(cí)粉兩(liǎng)大類,熒光磁粉是在普通磁粉的顆(kē)粒外表麵塗上了一層熒光物質,使它在紫外線的照射下能發出熒光,主要的作用是提高(gāo)了對(duì)比度,便於觀察。
磁粉檢測又(yòu)分幹法和濕(shī)法兩種:
幹法 —將磁粉直接(jiē)撒在被測工件(jiàn)表麵。為便於磁粉顆(kē)粒向漏磁場滾動,通常幹法檢測所用的磁粉顆粒(lì)較大,所以(yǐ)檢測靈敏度(dù)較低。但是在被測工件(jiàn)不允(yǔn)許采(cǎi)用濕(shī)法與水或油接觸時(shí),如(rú)溫度(dù)較高(gāo)的(de)試件,則隻能采用幹濕法。
濕法 —將(jiāng)磁粉懸浮於載液(水或煤(méi)油等(děng))之中形成磁懸液噴撒於被(bèi)測工件表麵,這時磁粉借助液體流動性較好的特點,能(néng)夠比較容(róng)易地向(xiàng)微弱的(de)漏磁場移動,同時由於濕法流動(dòng)性好就可以采用比幹法(fǎ)更加細的磁粉,使磁粉更易於被微小(xiǎo)的漏磁場所吸附,因此濕法比幹法的檢測靈敏度高。
磁粉(fěn)探傷的一般程(chéng)序 (預處理-磁化 -施加磁粉 -觀察記(jì)錄) · 預(yù)處理 將構件表麵的油脂、塗料以及鐵鏽等去掉,以免影響(xiǎng)磁粉附著(zhe)在缺陷上。
四、焊接部位的檢查
焊接連接(jiē)目前應用最廣,出事故也較多,應檢(jiǎn)查其缺陷。焊縫的缺陷種類不少。有裂紋、氣孔、夾渣、未熔透、虛焊、咬邊、弧坑等。
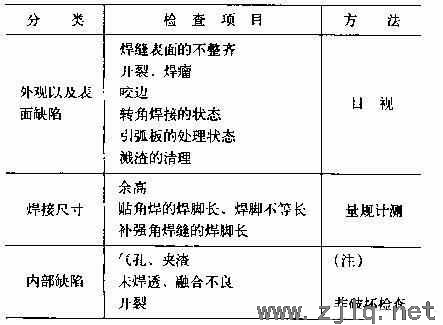
表2 焊縫部位(wèi)檢(jiǎn)查(chá)項目
(表2)表示了焊接部位的撿查內容,檢查焊縫缺陷時,可用(yòng)超聲探傷儀或射線探測儀檢測(cè)。在對焊縫的內部缺(quē)陷進行探傷前應先進行外觀質量檢(jiǎn)查。
焊縫表麵質量的檢驗可目測或用10倍放大鏡,當存在疑義時,采用磁(cí)粉或滲透擦(cā)傷。如果焊縫外觀質(zhì)量不滿足規(guī)定要求,需進行修補。
焊縫的外形尺(chǐ)寸一般用焊縫檢驗尺測量。焊縫檢驗尺由主尺、多用尺和高度標尺構成,可用(yòng)於測量(liàng)焊接母材的坡(pō)口(kǒu)角(jiǎo)度、間隙、錯位、焊縫高度、焊(hàn)縫寬度和角(jiǎo)焊縫高度。
五、 鋼材(cái)鏽蝕的檢測鋼結構在潮濕、存水和酸堿鹽腐蝕性(xìng)環(huán)境中容易生鏽,鏽蝕導致鋼材截麵削弱,承載(zǎi)力下降。鋼材的鏽蝕程度(dù)可由其截麵厚度(dù)的變化來反應。檢測鋼材厚度(必須先除鏽))的儀器(qì)有超聲波(bō)測厚儀(聲速設定、耦(ǒu)合劑)和遊標(biāo)卡尺。
超聲波測厚(hòu)儀采用(yòng)脈衝反(fǎn)射波法。超聲波從一種均(jun1)勻介質向另一種介質傳(chuán)播時,在界(jiè)麵會發生反射,測厚儀可測出(chū)探頭自發出超聲波至收到界麵反射(shè)回(huí)波的時間。超聲波在各種(zhǒng)鋼材中的傳播速度已知,或通過實測(cè)確定,由波(bō)速和傳播時間測算出鋼材的厚度,對於數(shù)字超聲波測厚儀,厚度值會直接顯示在顯示屏(píng)上。
七 、防火塗層厚度的檢(jiǎn)測
薄(báo)型防火塗層表麵裂紋寬度不應大小0.5mm,塗層厚度(dù)應符合有關耐火(huǒ)極限的設計要求;厚型防火塗層表麵裂紋(wén)寬度不應大(dà)小1mm,其塗層(céng)厚度應有80%以上的麵積符合(hé)耐火(huǒ)極限的設計(jì)要求,且最薄處厚度不應低於設計要求的85%。防火塗料塗層厚度測定用測針(厚度測量儀)測(cè)定(dìng)。





