中交路橋科技是從事工程檢(jiǎn)測監測、城市安(ān)全監測(cè)預警與評價、數(shù)字智能化研發為(wéi)一體的複合型高新技術集(jí)團企業。
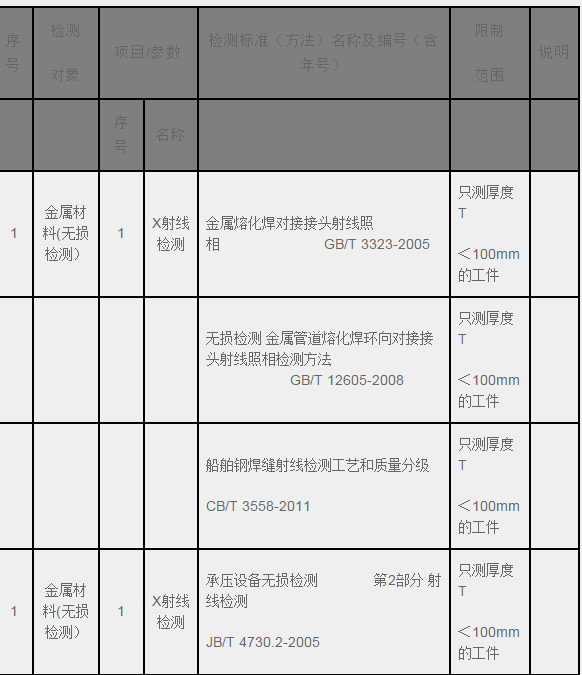
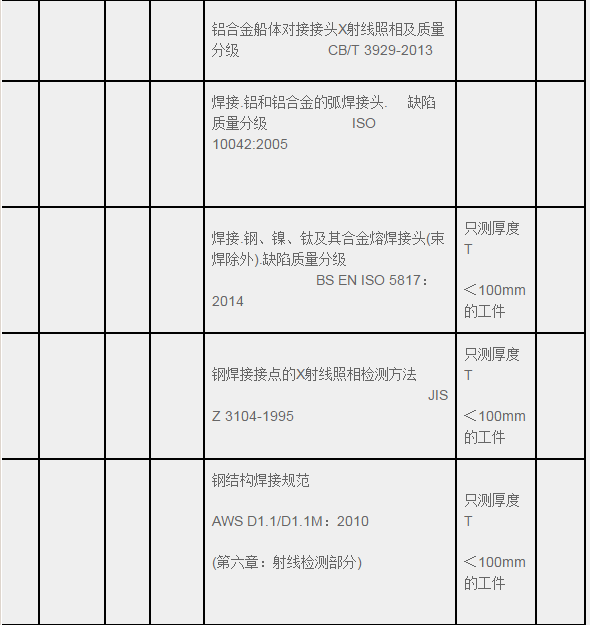
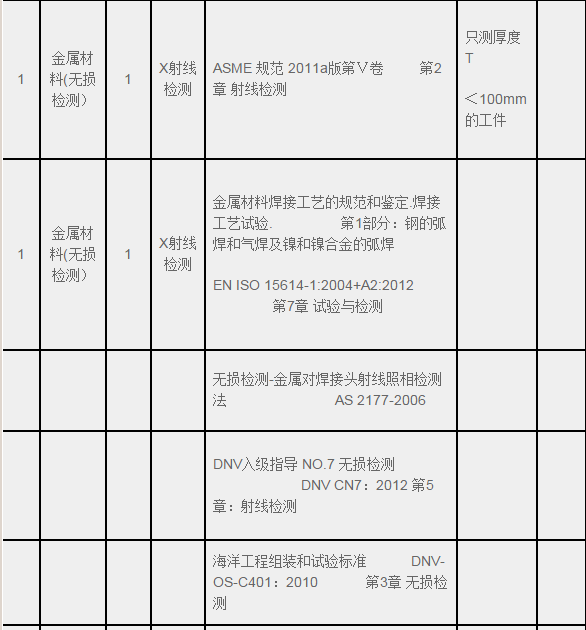
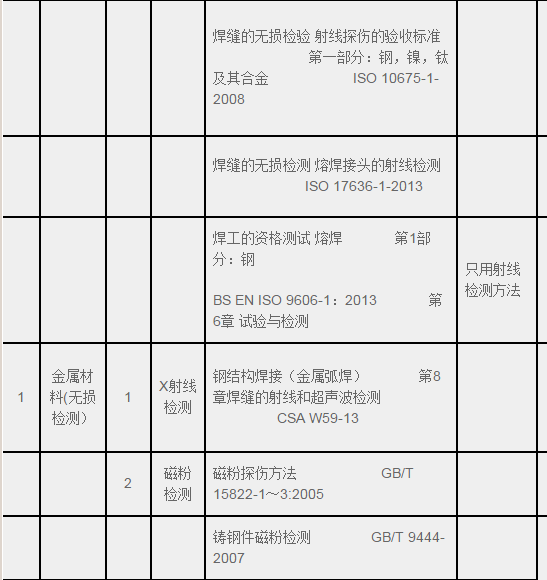
鋼結構工程無損檢測(cè)|焊縫缺陷檢查鋼結構無損探傷(shāng)包括超(chāo)聲檢測(UT)、射線檢測(cè)(RT)、磁粉檢測(MT)、滲透檢測(PT)和渦流檢測(cè)(ET)等五種檢測方法。
超聲檢測是目前應(yīng)用廣泛的探傷方法(fǎ)之一。超聲波的(de)波長很短、穿透力強,傳播過程中遇不同(tóng)介質的分界麵會產生(shēng)反(fǎn)射、折射、繞射和波形轉換。超聲波像光波(bō)一樣具有良好(hǎo)的方向性,可以定向發射,猶如一束手電筒燈光可以在黑暗中尋找目標一樣,能在被檢材料中發現缺陷。超聲波探傷能探測到的缺陷尺寸約為波長(zhǎng)的一(yī)半(bàn)。超聲波探傷又可分為反(fǎn)射法和穿透法。穿透法的靈敏度(dù)不如反射法,因(yīn)而在(zài)實際探傷中(zhōng)一般采用反射法來進行鋼材缺陷探傷和焊縫探傷,即根據缺(quē)陷反射回波聲壓的高低來評價缺陷的大小。
從焊縫本身來說決定焊(hàn)縫質量的因素主要有3方麵,分別是焊縫(féng)內部缺陷、焊縫(féng)外(wài)觀(guān)表麵缺陷以及焊縫尺寸。因此,焊縫質量等級就(jiù)存在著(zhe)兩重含義,其一是針(zhēn)對焊縫內部缺陷檢驗,其二是針對焊縫外觀表麵缺陷檢驗。但目前絕大部(bù)分情況是設(shè)計者隻進行(háng)籠統的規定,如“該焊(hàn)縫質(zhì)量等級為二級”,此時正確的理(lǐ)解是“焊縫內部缺陷按二級檢驗,外觀(guān)缺陷也按二級檢驗。” 對於需要進行疲勞驗算的構件如吊車梁,其中某些部位的角焊縫,雖然不進行內部缺陷的超聲波探傷(三級焊縫),但其外觀表麵質量等(děng)級應為二級,所以籠統地說“角焊縫都是三級焊縫”就有失全麵。下麵就超聲波無損探傷在鋼結(jié)構鑒定檢測中(zhōng)的應用,結合相(xiàng)關規範作以下初步探討: 一、檢測(cè)資料及檢測報告的種類 在(zài)房屋具備相關資(zī)料的情況下(xià),我們進行鑒定檢測就應(yīng)結合相關資(zī)料及檢測數據對(duì)其進行綜合評價。委托單(dān)位提供的相關資料往往包括施工單位自檢、見證(zhèng)檢測及(jí)第三方檢測三種。針對以上三種資(zī)料,其相應的要求通常可歸納為表一所列:
如(rú)果以下檢測資料審查不合格或現場抽樣(yàng)檢查不達標的情況下,就應結合可靠性鑒定(dìng)標準、鋼結構工程(chéng)施工質量驗(yàn)收規範等(děng)國家(jiā)相關規範,對該項目進行進一步的檢測。
二(èr)、焊縫無損檢測的檢驗等級: 根據《鋼焊縫手工超聲(shēng)波(bō)探傷方法和探傷結果分級(jí)》GB11345-89規定,超聲波檢驗等級分為A、B、C三個級別:A級、檢驗采用一種角度的(de)探頭在焊縫的單麵單側進行檢驗,隻對允許掃查到的焊縫截麵進行探測。一般(bān)不要求作橫向缺陷的檢(jiǎn)驗。母材厚度〉50mm時,不得(dé)采(cǎi)用A級(jí)檢驗。B級、檢驗原則上采用一種角度(dù)探頭在焊縫(féng)的單麵雙(shuāng)側進行檢驗,對整個焊縫截(jié)麵進行探測。母材(cái)厚度〉100mm時,采用雙麵雙側檢驗。受幾何條件的限製可在焊縫(féng)的雙麵單側采用兩種(zhǒng)角度探頭進行探傷。條件允許時應作橫向缺陷的檢驗。C級、檢驗至少(shǎo)要采用兩種(zhǒng)角度探頭在焊縫的單麵雙側進行檢驗。同時要做兩個掃查方向和兩種探頭角度的橫向缺陷檢(jiǎn)驗。母材厚度〉100mm時,采用(yòng)雙麵雙側檢驗。其他附加要求(qiú)是:1.對接焊縫餘高要磨(mó)平,以便探(tàn)頭在(zài)焊縫上作平行掃查;2.焊縫兩側斜探頭掃查經過的母材(cái)部分要用直探頭作檢(jiǎn)查;3.焊縫母材厚度≥100mm,窄間隙焊縫母材厚度≥40mm時,一般要增加串列(liè)式掃查。